经预处理的铁液,不仅因硫、氧含量降低可减少镁的用量,而且还有另一个促进石墨球状化的因素,那就是铁液与石墨界面处的表面张力大为提高 。铁液的表面张力也是影响石墨球状化的重要因素之一,要使石墨以球状析出,铁液与石墨界面处的表面张力必须很高 。铁液中溶有的硫和氧,都是使其界面处表面张力降低的重要因素 。经预处理后,孕育剂中的铈、钙可将铁液中的硫和氧脱除到很低的程度,几乎可使表面张力倍增 。因此,球化处理时镁的加入量可以减少,残留镁量在0.03%以下仍能保持球化正常 。
铁液经预处理和加镁处理后,仍有一定的氧含量,孕育处理是保证石墨球的数量多和圆整度好所必需的 。这种条件下,孕育剂可用75硅铁 。
2.用于瞬时孕育
经球化处理和孕育处理后的铁液,如保持时间较长,其生核能力即大为削弱,导致铸件出现各种质量问题 。如果在浇注过程中采用新型孕育剂进行瞬时孕育,就会有很强的生核作用 。而且,有试验结果表明:采用这种孕育剂,可使石墨球的尺寸大、小兼备,呈双峰分布,有助于减少收缩缺陷 。
以下举几个国外应用的实例,说明处理的效果 。
(1)石墨球数量增多,厚截面铸件效果尤为明显
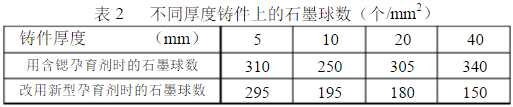
某铸造厂制造不同厚度的板状铸件,用感应电炉熔炼,浇注时随流瞬时孕育 。原先用含锶(Sr)的孕育剂,后改用成分如表1所示的新型孕育剂,孕育剂改变前后,不同厚度铸件上测定的石墨球数见表2 。
文章插图
由表2可见,无论铸件的壁厚如何,用新型孕育剂时,铸件组织中的石墨球数都比用含锶孕育剂时多 。
还有一点也很值得注意:用新型孕育剂时,40mm厚铸件的石墨球数多于5mm厚的铸件,说明在铸件共晶凝固的过程中还有二次生核作用,这也是石墨球的尺寸呈双峰分布的原因 。
采用新型孕育剂后,孕育剂用量降低了很多,而铸件产生收缩缺陷的情况减少 。
(2)用于薄壁铸件的效果
某铸造厂用感应电炉熔炼,原先用含硅、锆、锰、钙的孕育剂随流瞬时孕育,经常遇见的问题是:形状复杂的球墨铸铁件薄壁处出现碳化物,而热节部位则有因收缩而致的疏松 。
改用新型孕育剂随流孕育后,消除了薄壁处的碳化物,肥厚处的微观疏松也大为减轻 。生产中的废品率明显降低,而孕育剂用量减少了25% 。

文章插图
(3)用于厚壁铸件的效果
主要产品为厚截面球墨铸铁件的某铸造厂,用感应电炉熔炼,用盖包法进行球化处理 。铸件质量方面存在的问题主要是石墨漂浮、偏析、石墨畸形和收缩缺陷 。后采用在浇包中冲入的方式进行瞬时孕育,并用含钡的孕育剂和新型孕育剂作了对比 。
用含钡的孕育剂时,铸件微观组织中石墨球数为187个/mm2 。
采用新型孕育剂时,石墨球数为357个/mm2,而且石墨球尺寸的变化范围较宽,呈双峰分布,球化率也提高了10%,铸件的收缩缺陷明显减少 。
由于石墨球数增多,晶间偏析减少,铸铁的抗拉强度和冲击韧度提高,同时加工性能也显著改善,刀具寿命提高了50% 。
(4)大模数铸件收缩缺陷减少
某铸造厂经常生产模数较大的铸件,关键截面处有缩孔一直是困扰工艺人员的问题 。采用新型孕育剂进行瞬时孕育处理后,取得了很好的效果 。
推荐阅读


- 教你自制麻油 麻油的做法
- HDMI高清线有什么用 hdmi接口怎么用
- 长老年斑该怎么办? 怎样祛除老年斑
- 掌握生存技能 生存技能
- 国足历次冲击世界杯战果 中国队世界杯
- 七星级的帆船酒店 迪拜的帆船酒店
- 昆明到大理列车时刻表出炉 昆明到大理火车时刻表
- 抚仙湖畔旅游导图在此 抚仙湖旅游
- 2020年鼠年元宵节最新手抄报 2020年鼠年手抄报